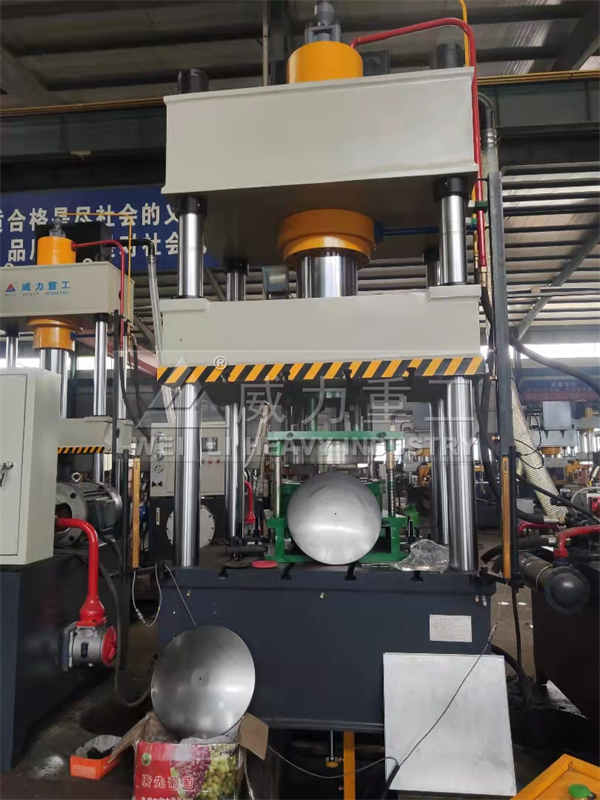
匣钵成型设备是指用于匣钵粉末材料压制成型的压力设备,目前山东威力重工推荐采用400吨四柱压力机、500吨四柱压力机、630吨四柱压力机较多,该机器针对匣钵压制成型采用浮动式的左模板,达到一次成型、二次成型、多次成型的目的,降低了产品的开发成本和模具的制造周期,产品质量稳定,使用方便。

匣钵成型四柱压力机设备
400吨500吨630吨四柱压力机设备精度高,模具更换安装方便,自动化程度高, 适用的干压粉料有:黑色和有色金属粉末、电子陶瓷粉末、铁氧体、稀土粉末、硬质合金粉末、聚四氟乙烯、金刚石和石墨粉等。另外还适用于金属材料的翻边、弯曲、拉伸、冲裁、冲压、成型等多种工艺。
匣钵成型400吨500吨630吨四柱压力机性能特点:
1、采用四梁四柱导向,定位精准,保护模具,双面加压确保成型效果。
2、配进PLC控制,自动化程度高,生产效率高。
3、双面加压生产工艺,确保成品上下密实度一样,提高产品质量。
4、可实现一机多用,更换不同的模具可生产不同规格形状的产品,更换模具简单快捷。
5、优化的液压传动系统,可以实现液压自动、多次分级加压,可自动排气,克服产品分层缺陷。产品一致性好。
6、自动加料和布料,节省人工成本,提高生产效率。

匣钵压制成型毛坯
400吨500吨630吨四柱压力机压制匣钵成型工艺:
1)准备耐火匣钵原料,将用于生产陶瓷的匣钵的原料按一定的比例调制均匀。
2)将各原料混合后进行湿法球磨,球磨后形成粉料过65目筛备用。
3)压坯成型,将球磨后粉料经造粒、四柱压力机压坯成型,在60Mpa压力下压制成型,保温2.5小时,脱模,得到匣钵坯体。
4)将坯体在600℃下预烧,随后进行水淬,将坯体快速放入水中,时间为25s,随后将水淬后的坯体放入55℃的油中,油冷25s。
5)将处理后的坯体在自然条件下干燥16h,放入窑炉内进行烧成,烧成温度为1220℃,烧成时间为12小时。
6)对烧成后的耐火匣钵进行后处理,在侧面切割若干条膨胀缝,在膨胀缝处塞入陶瓷棉,即可获得耐火匣钵。
匣钵成型设备推荐400吨500吨630吨四柱压力机以四梁四柱为主体结构,动力控制部分采用大型插装阀组结构,电器控制部分采用PLC控制,加粉高度、脱模位置和产品高度均采用机械定位方法,其重复定位精度小于±0.05mm,保证了加料量、坯件密度的一致性和压坯脱模位置的准确可靠。如需了解400吨匣钵压力机、500吨匣钵压力机、630吨匣钵压力机的详细价格及技术参数电话联系 张经理 18306370868/同微信