1000吨法兰热锻液压机是实现自由锻生产精密化和快速化的压力加工设备。采用大流量比例电磁阀和计算机技术 ,实现了液压机的闭环控制和实时监测 ,针对液压机连续重复打击的工作特点 ,实现对液压机位移的自动补偿 ,提高自由锻件的精度。实际运行结果表明 ,该机的控制系统可靠、打击次数多、精度高、震动小。
1000吨法兰热锻液压机性能特点:
1、四柱上压式结构/双柱式结构。
2、配有移动台。
3、高频响比例伺服控制系统,实现高频锻造,提高位置精度。
4、压力分3级控制, 对应速度可提高3倍左右,配合压力动态分级和手动分级技术,提高效率。
5、故障诊断功能。
6、齐全的安全装置及安全控制系统。
7、高效的水冷装置,满足连续生产。
1000吨法兰热锻液压机适用领域:
适用于镦粗、冲孔、拔长、扩孔等各种锻造工艺,广泛服务于核能、电力、大型船舶、石化、冶金、航空航天等行业。
在金属再结晶温度以上进行的锻造工艺称为热锻。热煅又称热模锻,锻造时变形金属流动剧烈,锻件与模具接触时间较长。因此要求模具材料具有高的热稳定性、高温强度和硬度、冲击韧性、耐热疲劳性和耐磨性且便于加工。较轻工作负荷的热锻模可用低合金钢来制造。
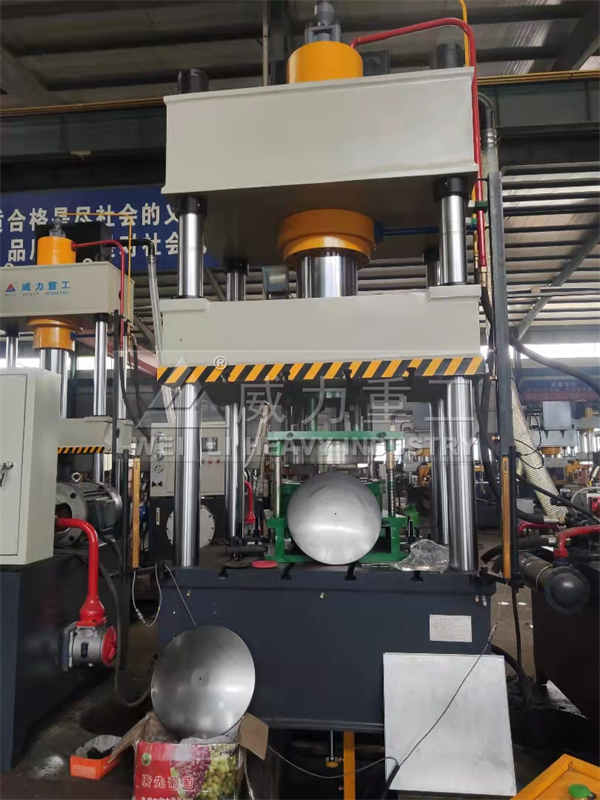
 法兰热锻成型四柱液压机
法兰热锻成型四柱液压机
 山东威力重工热锻液压机试机
山东威力重工热锻液压机试机
1000吨法兰热锻液压机锻造工艺过程一般由以下工序组成,即选取优质钢坯下料、加热、成形、锻后冷却。锻造的工艺方法有自由锻、模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。
工艺种类
一、自由锻的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、拔长、冲孔、弯曲和切断等。
1.镦粗 镦粗是对原坯料沿轴向锻打,使其高度减低、横截面增大的操作过程。这种工序常用于锻造齿轮坯和其他圆盘形类锻件。镦粗分为全部镦粗和局部锻粗两种。
2.拔长 拔长是使坯料的长度增加,截面减小的锻造工序,通常用来生产轴类件毛坯,如车床主轴、连杆等。
3.冲孔 用冲子在坯料上冲出通孔或不通孔的锻造工序。
4.弯曲 使坯料弯曲成一定角度或形状的锻造工序。
5.扭转 使坯料的一部分相对另一部分旋转一定角度的锻造工序。
6.切割 分割坯料或切除料头的锻造工序。
二、模锻
模锻全称为模型锻造,将加热后的坯料放置在固定于模锻设备上的锻模内锻造成形的。
1.模锻的基本工序 模锻工艺过程:下料、加热、预锻、终锻、冲连皮、切边、调质、喷丸。常用工艺有镦粗、拔长,折弯、冲孔、成型。
2.常用模锻设备 常用模锻设备有模锻锤、热模锻压力机、平锻机和摩擦压力机等。
通俗地讲,锻造法兰质量更好,一般是通过模锻生产,晶体组织细密,强度高,当然价格也贵一些。
无论是铸造法兰还是锻造法兰都属于法兰常用制造方法,看需要使用的部件的强度要求,如果要求不高,还可以选用车削制法兰。