热锻成型1000吨四柱压力机是在模具的作用下进行黑色和有色金属模锻件的生产加工,其中压力机的滑梁和工作台上刻有“T”型槽,用于固定模具,本文中介绍四柱压力机安装模具方法。
模具的正确安装,不仅是1000吨四柱压力机获得合格锻件的保证条件之一,而且对模具寿命、设备精度、生产安全、流动效率等都是十分重要的。压力机模锻时,锻模一般是装在模座里的,模座上设有导向部分,以保证锻模配合精度。安装模座时,应保证滑块导向和模座导向的一致性和协调性,以防止导向部分的偏向磨损。
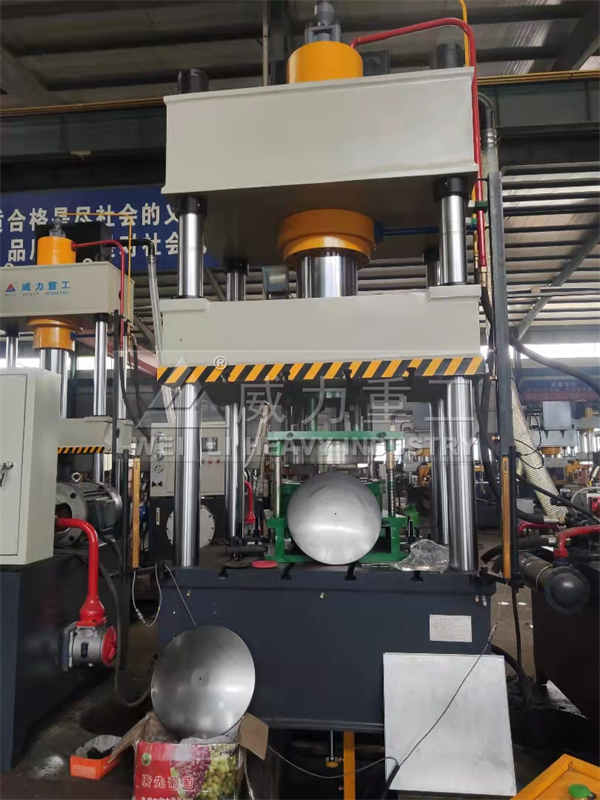
 热锻成型1000吨四柱压力机
热锻成型1000吨四柱压力机
热锻成型1000吨四柱压力机安装模具方式:
1. 调整滑块行程至合适位置压紧上模,要保证模柄或模架上平面于滑块的底面紧密贴合,下模压板螺钉轻轻压紧。
2. 然后向上调整滑块,取出中间的硅钢片。松开下模压板螺钉,向下调整滑块,直至凸模进进凹模3~4mm,压紧下模压板螺钉。
3. 新模具冲片时凸模要进进凹模3~4mm,否则,要出现凸模崩口或凹模涨裂。
生产过程中,应经常检查模座导向部分是否配合正常,并及时进行调整。锤上模锻时,依靠楔铁将上、下锻模的燕尾部分紧固在锤头和下模座上,其贴合平面起传递力的作用。在打紧楔铁的过程中,应同时用锤头带动上模轻击下模,才能使锻模易于紧固。
由于锻模长度的不一致,每套锻模燕尾与锤头及下模座燕尾槽的贴合面也就不一致(包括上、下接触面和侧面)。长期使用较短尺寸的锻模,会使四柱压力机油缸、下模座与锻模燕尾相贴合的面发生变形和凹陷。以致在安装较长的锻模时,贴合面处出现间隙,应及时对1000度压力机油缸和下模座进行修理。并应选用材质较优的合金钢制造锤头和下模座,并经热处理或表面犟强化,使其硬度比锻模安装部分硬度要高一些。