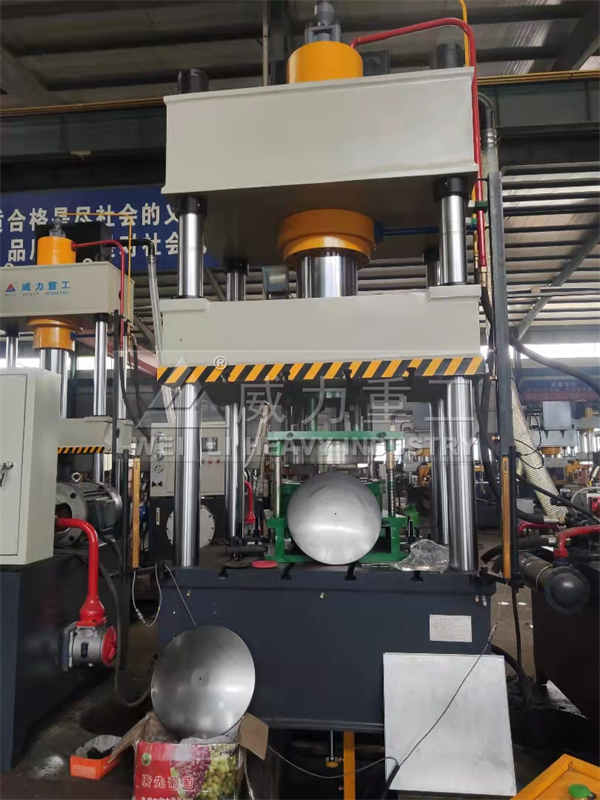
石英石水槽成型专用500吨压力机是单独的一套压力机设备,要想完成石英石水槽的压制成型工作必须有模具,模具的形状和规格压制出来的就是水槽的形状和规格。其中模具是分为上模和下模,上模安装在500吨压力机的滑梁的下平面上,下模安装在压力机的工作台上平面上,平面上均刻有“T”型槽来安装模具。

500吨石英石水槽专用压力机 销售热线:18306370868/同微信
500吨石英石水槽成型压力机怎么安装模具?其具体方法如下:
1. 模具安装前先应检查模具刃口锋利,凸模有没有缺角,凹模刃口上有没有崩口,假如有崩口或缺角,请首先刃磨刀口。
2.上、下模具合模之前应该在两模具之间垫进一张硅钢片,严格杜绝模具的刀口发生损坏。
3.将压力机的上下台面清理干净,无异物,模具下模座底面无杂物,在水槽模具装上之前,用油石清理底面和上面的毛刺,模具清理干净。
4.将压力机上滑块降至下死点位置,比较模具的闭合高度与上台面与下台面的距离,使上下台面的距离要高于模具的闭合高度,将滑块升至上死点并确认。
5.模具的模柄对准模柄孔;以手动方式使滑块下移,至下死点;闭合并压缩下模,将模柄紧固螺钉旋紧并紧固,注意滑块下表面与模架上表面贴合;操作过程中注意模柄与上滑块模柄孔相配合,必要时模柄须外加套。
6.使用的垫块必须平整,并须检查其受力是否平衡,并注意不堵料以防止堵料而使模具受损;用压板将下模紧固,紧固时两侧压板螺母紧固时均匀用力,渐进紧固,不得一侧完全紧固后再紧固另一侧
7.将滑块上调,确定其在下死点的高度不小于模具闭合高度+料厚后,打开压力机开关,使上滑块运动至上死点.
8.将所须冲裁的上到工序工件放入模具,并利用定位部件进行定位;滑块调整至合适的闭合高度,进行冲裁,观察冲压情况和卸料情况,进行适当调整至冲裁顺利,闭合不深的状态后,同时检查冲孔废料掉落顺畅后,将上滑块锁紧。
9.新模具冲片时凸模要进进凹模3~4mm,否则,要出现凸模崩口或凹模涨裂。

石英石水槽压制成型外形美观
石英石水槽压力机模具安装上后,并不是就马上可以开机使用了,而是需要调整,调整上模与下模的合模度,调整模具与500吨压力机的行程和压力的和适度的问题,否则压制出的水槽会出现精度不准或者其他质量问题。具体的需要调整以下五个方面:
1、压力机本身的调整
2、滑块行程的调整
3、行程模块的调整
4、模具角度的调整
5、模具间隙的调整