★如何体现多向快速锻造500吨压力机的快速性能?
500吨多向快速锻造压力机的显著优点是高效快速,主要适用于热模锻、自由锻等多种工艺的的镦粗、冲孔、弯曲、拔长等工艺,压力分3级控制,对应速度可提高3倍左右,配合压力动态分级和手动分级技术,提高效率,如何具体的体现多向快速锻造500吨压力机的快速性能?

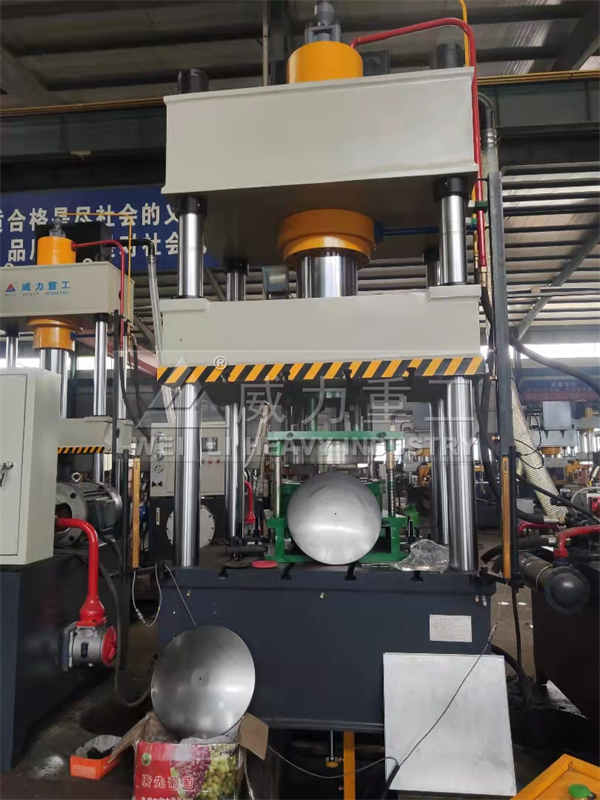
多向快速锻造500吨压力机
空程下降速度:空程下降一般取300~350m/s是较合适的,速度过快的话当油缸突然停止时会引起较大的冲击,对液压系统振动也大大。另外由于运动部件结构较多,尤其是在下拉式框架结构中,突然停止,还会导致压机振动。
工作行程速度:机器的工作行程己可达60~120mm/s,普通机型的工作行程速度比较低,在50mm/s左右,提高工作行程速度不但能减少工作循环时间,还能减少上砧与热锻件接触的时间,直接的提高了该压力机的工作速度。
增压时间快:由于工作液体、管道、工作缸及立柱等都是弹性体,当液体压力增加时,他们多会产生相应的弹性变形,必须补充一定量的工作液体,因此该机器的增压需要时间较快约为3s左右。
 500吨多向锻造压力机生产图片
500吨多向锻造压力机生产图片
回程速度:回程速度一般取为350mm/s,直接传动液压机的回程缸一般设计得比较大,其回程力约为公称压力的20%左右,这样可以简化控制系统。回程速度适中,既不会让速度过快由于惯性引起的较大冲击,又能保证机器的整个运行合理性。
卸压所需时间:由于主缸卸压时间一般与回程缸建压时间重合,也可包括在回程时间里。该机器的主油缸卸压时间一般在0.04s左右,该机器加大的卸压阀口直径,开启速度较快,可以适当的调节卸压时间。
上、下阀门反向运动时开闭时间:该机器采用电磁阀,电液伺服阀或插装阀,在保证压力机快速性能的基础上减少阀门动作时所需时间,使各阀启闭时间充分协调,以及减少高压系统的初始容积,调节上、下阀门反向运动开闭所需的时间,从而减少系统增压时间和滞后时间,间接的减少工作时间,提高速度
辅助工作时间:辅助工作时间在各个工序中占有较大的比重,如:操作机动作、工作台移动、工具的操纵及更换等,一般为了提高生产效率,还应该适当的提高辅助工作的机械化和自动化程度,不能一味的要求提高快锻次数,常用锻造工艺要求工作次数在每分钟80"--100次左右。
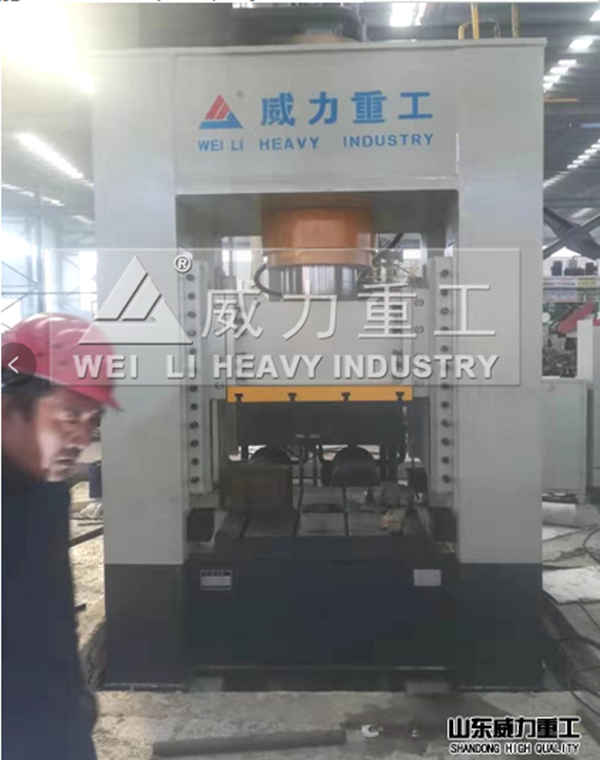 多向锻造框架式机型可选
多向锻造框架式机型可选
以上几点是压力机厂家介绍的如何能体现多向快速锻造500吨压力机的快速性能,该机器采用框架式结构刚性较好,加工精度高,抗偏载能力较强,液压控制系统采用插装式集成系统,动作可开,使用寿命长,工作台配有液压垫,可以实现有顶出、无顶出和液压垫压边的三种工作循环模式。